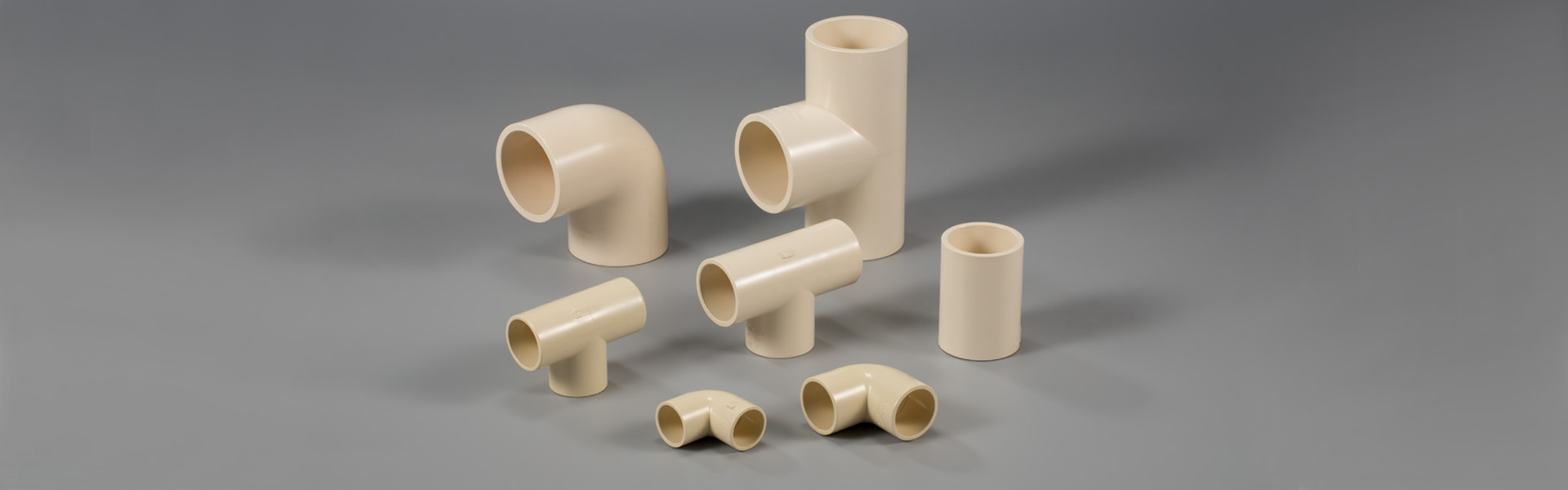
Fusion connection method of plastic valve pipe:
1. Fix and adjust the heating tool: Fix the fixture on the heater, and at most two sets of fixtures can be installed at the same time.
2. Check the temperature: set the temperature on the electronic display on the welding machine, which must be between 255°C and 265°C. In order to ensure the correct temperature, frequent calibration is required.
3. Clean the heating tool: After checking the temperature, wipe the secondary heater set with a clean cloth. This operation must be repeated for each welding.
4. Cutting the tube: The tube should be cut to a right angle as much as possible, otherwise the end of the tube will be deformed or damaged, and corner burrs must be removed.
5. Clean pipes and pipe fittings: clean the inside of the pipe fittings and the outer surface of the pipe (dust, grease or other, such as the presence of impurities may affect the fusion quality and cause leakage).
6. Mark the tube: the insertion depth of the tube needs to be marked, and the mark should remain visible when heating and connecting.
7. Heating pipes and fittings: Insert the pipes and fittings into the heating device in a straight line, and slowly pull out the pipes and fittings at the heating time without rotating.
8. Connecting pipes and fittings: Push the pipes into the fittings to make the welded pipes and fittings contact together. The angle can be adjusted and calibrated slightly during the joining time. During the cooling process, the joints must be protected from any external force.
9. Fusion connection inspection: If there are two continuous bubbles surrounding the pipe diameter, the fusion bubble must be checked.
https://www.chinavalvefittings.com/product/fitting-series/bs-4346-threaded-fitting/